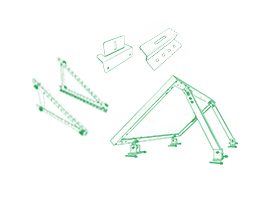
Recientemente, Corigy finalizó un pedido de soportes para sistemas fotovoltaicos de 500 MW. Los soportes solares están fabricados con acero Zn-Al-Mg, cuya resistencia a la corrosión es de 5 a 10 veces superior a la del galvanizado tradicional. Además, son especialmente adecuados para entornos costeros y con alta humedad.

Preparación de materia prima
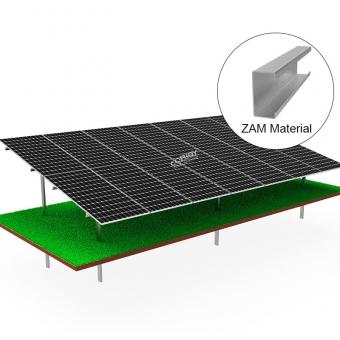
Selección del sustrato: Se utiliza una bobina de acero laminado en frío de alta resistencia (S350GD + ZM275) para garantizar las propiedades mecánicas.
Tratamiento de recubrimiento: El sustrato se recubre por inmersión en caliente con zinc-aluminio-magnesio (aleación Zn-Al-Mg, típicamente compuesta por Zn-11% Al-3% Mg). El espesor del recubrimiento suele ser de 60-150 g/m², lo que proporciona una excelente resistencia a la corrosión y capacidad de autocuración.
Desenrollado y nivelación
Desbobinado: La bobina de acero se introduce en la línea de producción a través del desbobinador.
Nivelación: El nivelador de múltiples rodillos elimina las tensiones internas y asegura la planitud.
Doblado progresivo a través de una serie de rodillos para formar secciones transversales en forma de C


Proceso de dobladillado automatizado
Se utiliza un equipo de dobladillado de alta precisión importado, y el ángulo de formación se controla con precisión mediante un sistema CNC. . Un proceso de conformado de un solo paso garantiza la resistencia estructural y reduce las juntas de soldadura. El error de precisión de formación se controla dentro de ±0,5 mm, lo que garantiza un ajuste perfecto durante el ensamblaje posterior.
Procesamiento de punzonado inteligente

Equipada con un centro de punzonado automático multiestación para lograr la formación de agujeros con precisión en un solo uso. Control digital de la posición de punzonado con una precisión de ±0,3 mm. El sistema de desbarbado automático garantiza que el borde de cada agujero sea liso y plano.
Cortar a la medida
Cortar los rieles a la longitud requerida. Corte preciso , s corte liso sin rebabas .
Inspección de calidad
1. Inspección dimensional: Los calibradores y telémetros láser verifican las dimensiones de la sección transversal, la rectitud, etc.
2. Inspección del revestimiento: Los medidores de espesor por fluorescencia de rayos X (XRF) verifican el espesor y la composición del revestimiento.
3. Pruebas mecánicas: Se realizan pruebas de resistencia a la tracción y de resistencia al rendimiento (por encima de 540 MPa) en muestras aleatorias.
Embalaje y almacenamiento
Embalaje: Paquete para evitar rayones y etiqueta con especificación y número de lote.
Almacenamiento: Almacenar en un ambiente seco para proteger el recubrimiento de la humedad.

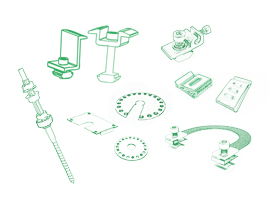
Principalmente hecha por acero galvanizado, anodizado el aluminio y el ZAM materiales
Suministrar servicio del OEM y accesorios. No cantidades limitación, y libre de las muestras si usted necesita
Install solar panel on the metal roof by standing seam, klip-lok, L foot or other clamps.
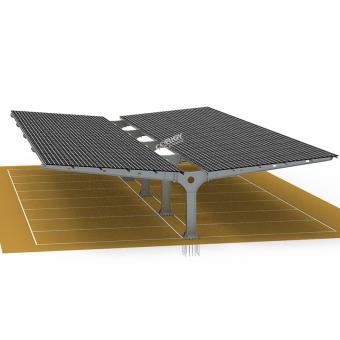
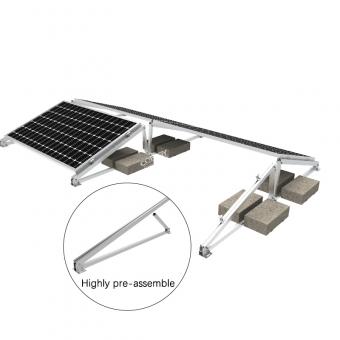
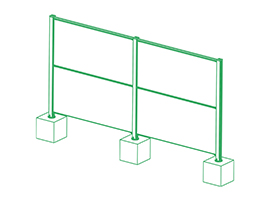
Adecuado para el azulejo de techo, techo de chapa y cubierta plana etc
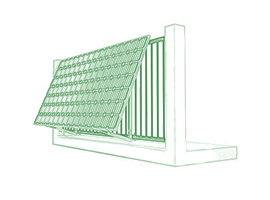
Totalmente independiente de la fuente de alimentación externa, adecuado para áreas sin acceso a la red
Sistema de generación de energía solar de alta eficiencia y ahorro de costos

CORIGY SOLAR , 11 años de experiencia en la investigación, fabricación y venta de solares, sistema de montaje. Siempre estamos tratando de brindar el mejor apoyo para usted, incluyendo la rapidez de respuesta, costos, control de calidad, de diseño, de apoyo al distribuidor.
Correo electrónico
sales@corigy.comTeléfono
0086-592-6883200Ubicación
No.893,Haicang Avenue,Haicang District,Xiamen City,China.

 Red IPv6 compatibles
Red IPv6 compatibles español
español English
English 한국의
한국의